
Working with high-performance composite materials means making choices that can strongly affect how well your project turns out. If you are thinking about using ROHACELL, a polymethacrylimide (PMI) foam known for its high strength compared to its weight and its stability at higher temperatures, the choice is more than just picking a product and moving on.
You need to look at its material properties, how it must be processed, and whether it fits your exact use case. Before you decide to buy ROHACELL, it helps to understand these key points so you can pick the right grade and the right way to use it.
This guide explains what to check, starting with what ROHACELL is and moving into how it is used, processed, and how it affects the environment. You will also learn why this structural foam, made in Germany by Evonik, is widely used in fields that need consistent results and tight tolerances, such as aerospace, automotive, and medical technology. By the end, you should have enough background to choose the right option for your next project.
What is ROHACELL and Where Is It Used?
ROHACELL is a rigid structural foam mainly made from polymethacrylimide (PMI). It has been used for more than 50 years in lightweight structures because it offers strong mechanical performance without adding much weight.
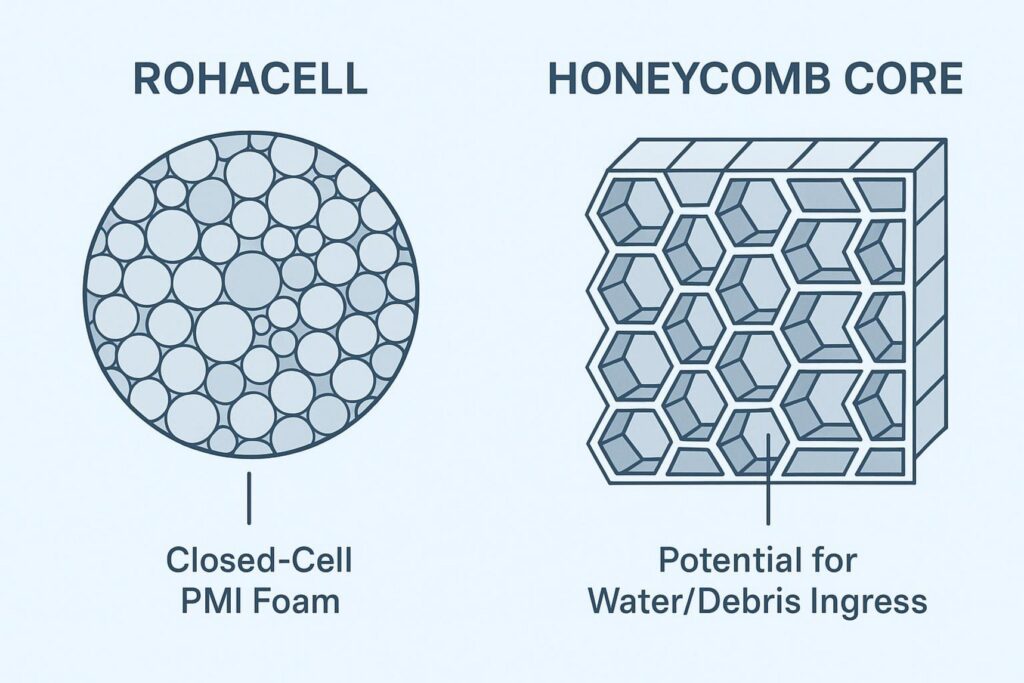
A major feature is its closed-cell structure. This helps stop too much resin from soaking into the core during composite production and supports its strong strength-to-weight ratio. The structure also brings practical advantages, like vacuum fixation during machining, which helps when you are making complex shapes.
ROHACELL was created with strict aerospace needs in mind, and many people see it as a leading composite core material. It is not a general-purpose foam. It is a structural material made for lightweight, stiff composite parts. It combines low density with high compressive and shear strength and strong resistance to creep, so parts keep their shape and performance over time, even with long-term loads and higher temperatures.
ROHACELL Physical and Mechanical Properties
ROHACELL’s mechanical performance comes from its PMI chemistry, tightly controlled foam structure, and its thermal processing history. Together, these create a foam that often performs better per weight than many other structural foams. It can give high strength even at low densities, which helps in projects where cutting weight matters. For example, ROHACELL 51 IG-F (about 52 kg/m³) can offer similar performance to competing foams at 75 or 80 kg/m³, which can reduce part weight.
One of the main features of ROHACELL is its high heat resistance and strong creep compression strength. It has a high heat distortion temperature and can stay stable in autoclave conditions (up to 180°C and 0.7 MPa for certain grades). Foams with weak creep behavior can compress, deform, or cause surface defects like “print-through,” but ROHACELL helps reduce these risks.
It also performs well under repeated loading (fatigue). The PMI polymer structure holds up during cycling loads, reducing microcracks and slow damage growth. This matters a lot in applications where failure in service is not acceptable.
Typical Applications and Industries
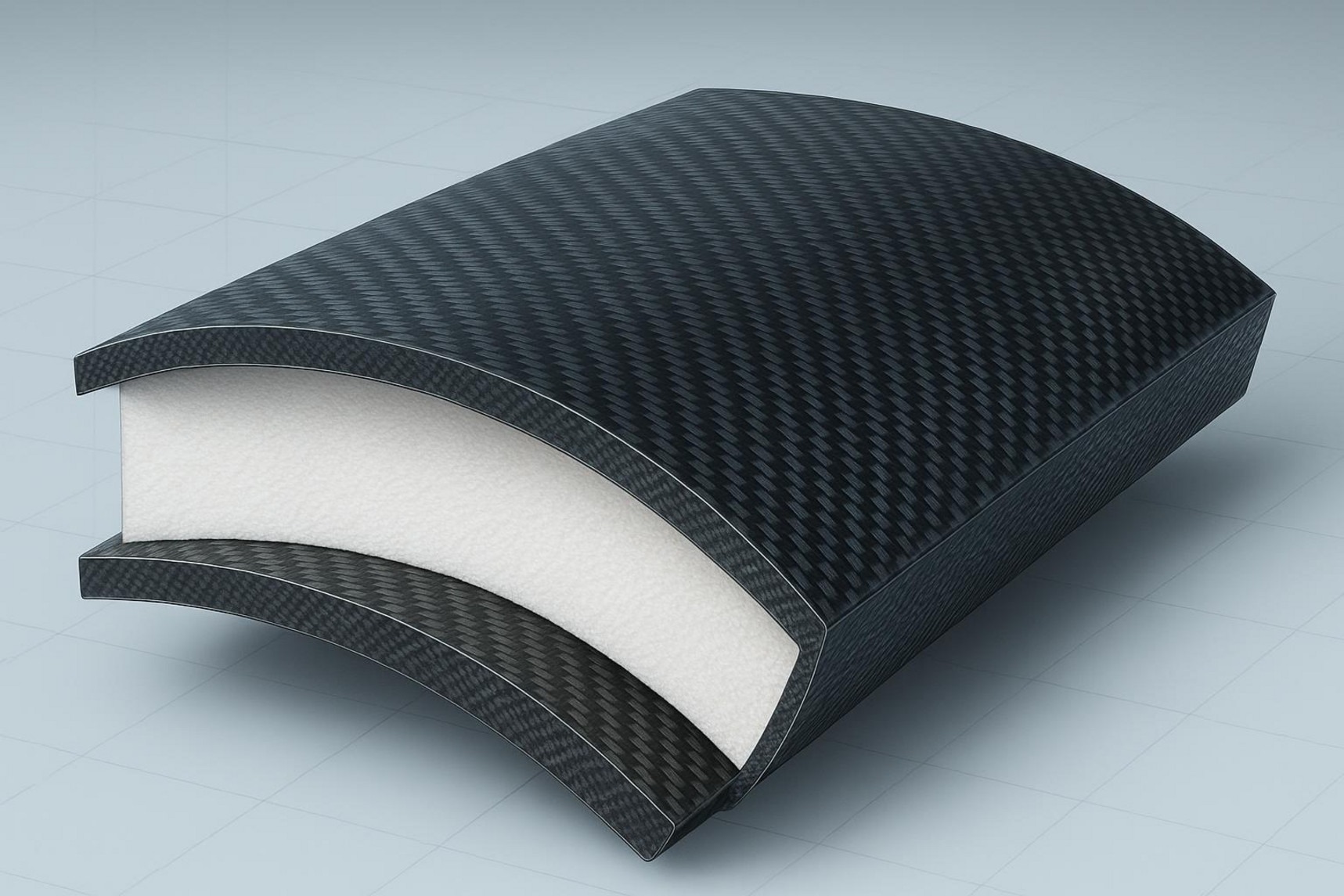
ROHACELL is most often used as the core in high-performance sandwich composite structures. It sits between outer skins such as carbon fiber, glass fiber, or aramid. In this setup, the skins carry tension and compression loads, while the ROHACELL core keeps the skins apart and takes shear loads. This geometry gives high bending stiffness with low added weight, which also fits well with automated composite production methods.
Because it is consistent and reliable, ROHACELL is used in many demanding industries. Common examples include aerospace (aircraft, space vehicles, flight control surfaces, rotor blades, radomes, and satellite fairings), motorsport (including Formula One), unmanned aerial vehicles, defense, medical equipment (such as precision parts and housings), and industrial tooling.
Some grades are made for radio frequency and microwave uses where low dielectric constant and low loss are needed. It is also used as a draping aid for profile-reinforced shells (like hat stringers) and as a production tool in fiber placement or filament winding.
Key Questions to Ask Before Purchasing ROHACELL
Before you commit to ROHACELL, ask a few important questions. These help confirm whether the foam fits your technical targets, your production method, and your overall project goals. Thinking through these points early can save time, reduce wasted materials, and help you get the full benefit from ROHACELL.
How Does ROHACELL Compare to Other Core Materials?
When you compare core materials, ROHACELL often stands out next to options like honeycomb cores or other rigid foams. Its closed-cell structure is a big advantage because it helps prevent water and debris from getting inside the core if the outer skin is damaged (a common issue with honeycomb).
It also keeps resin uptake low, limited mostly to cut surface cells. That can lower resin use and reduce finished part weight, which matters in weight-sensitive designs.
Compared with honeycomb, which can be delicate and hard to form into complex shapes, ROHACELL is easy to machine and can be thermoformed, making detailed shapes more practical. It also handles higher processing temperatures and pressures than many common foams, which makes it suitable for autoclave-cured prepregs and higher-temperature resin systems. This stability can support shorter cure cycles and higher throughput, which can be helpful for both engineering results and production costs.
What Unique Benefits or Limitations Will Affect My Project?
ROHACELL offers several benefits: high strength-to-weight ratio, high compressive strength, and strong fatigue performance. These make it a good choice for load-bearing cores in tough conditions. Because it is homogeneous and isotropic, it behaves similarly in all directions, which supports consistent and predictable performance.
One example is ROHACELL HERO, which has an elongation at break about three times higher than other grades. This increases toughness and helps slow crack growth, which can matter for aircraft parts that may face impacts.
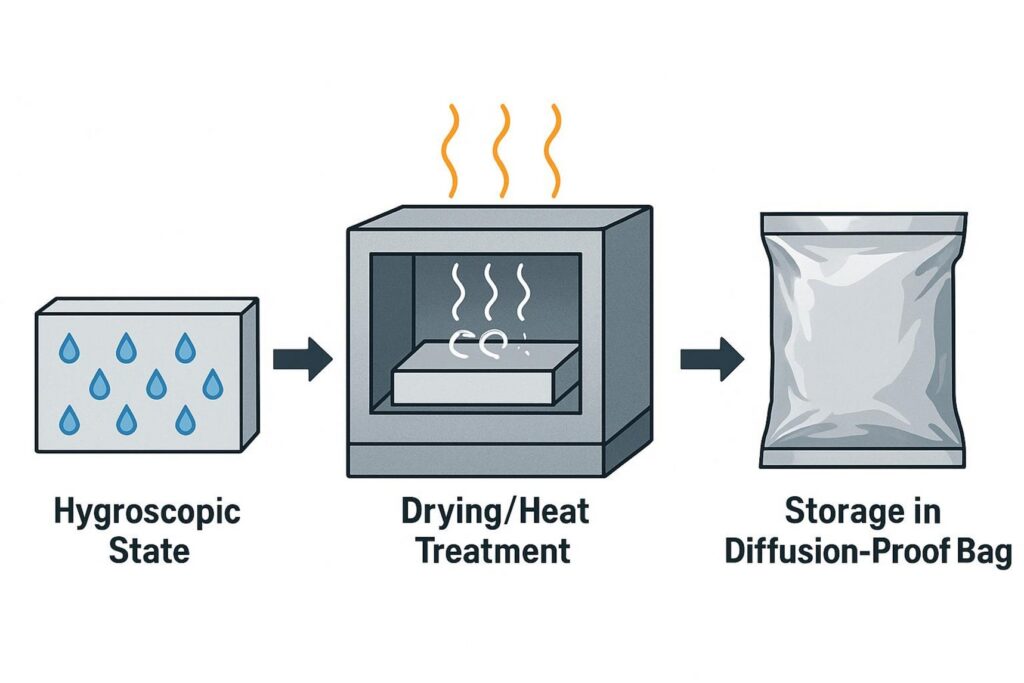
At the same time, there are limits to plan for. Even though the closed-cell structure reduces resin uptake, the material is hygroscopic, meaning it can absorb moisture from the air. If it is heated above 100°C while moisture is inside, steam can form and weaken bonding and mechanical properties. This means storage and drying matter. Also, ROHACELL is a high-performance engineered material. It is chosen for performance and repeatability, not as a low-cost general foam. Knowing this helps you set the right expectations for cost and process control.
Factors to Evaluate Before Buying ROHACELL for Your Project
Picking the right ROHACELL grade is like picking the right tool for a specific job. You need to review several factors so the foam performs well in your exact conditions. From the basic needs of your part to the smaller details of how the foam behaves in heat, pressure, and moisture, each point can affect the final result. Missing one can lead to weak parts, process problems, or higher costs.
Assessing Project Requirements and Compatibility
Start by listing your project requirements. What temperatures will the part see? What loads will it carry? Will it face humidity, chemicals, or UV exposure? Are you aiming mainly for low weight, high stiffness, better impact resistance, or special electrical behavior (for example, for antenna parts)? ROHACELL grades are made for different needs so the final part hits the right targets.
For example, if you use high-temperature resins like BMI with cure temperatures up to 190°C, you will need a heat-treated grade like XT-HT. For many aircraft production cases with more typical cure cycles, ROHACELL WF is often used because of its aerospace qualifications.
Your manufacturing process also matters. Whether you use vacuum infusion, RTM, or autoclave curing, you must know how the foam behaves under pressure and heat. ROHACELL’s creep compression behavior helps it hold shape and thickness during high-temperature post-cure, which can be especially helpful for complex parts.
Also think about tolerances: ROHACELL can be machined to micron-level precision, which fits aerospace and medical housings where dimensions must be exact.
Grade Selection: Which ROHACELL Suits Your Application?
Evonik provides many ROHACELL grades with different property sets. Knowing the differences helps you choose correctly:
- ROHACELL IG-F: A flexible, general-use grade (31, 51, 71, 110 kg/m³) with a coarse/medium cell size. Used in industrial, medical, sport, automotive, and electronics. Max curing temperature 130°C. Rigid, stable with heat, and works with all common processes.
- ROHACELL A: A base grade qualified for aircraft (31, 51, 71 kg/m³) with coarse cells and 130°C max cure temperature. Used for aerospace and space.
- ROHACELL HE: Finer cells and the highest elongation at break (51, 71, 110, 200 kg/m³). Used in automotive, sport, marine, and industrial. Max cure 130°C. Not aerospace certified and not available as a heat-treated version.
- ROHACELL HERO: Made for aircraft and space (51, 71, 110, 200 kg/m³) with medium cells and 180°C max cure temperature. Higher temperature and compressive resistance than IG-F. Highest elongation at break (3x other grades, 8-10% depending on density) and always heat-treated. Better damage visibility and fracture toughness, used for wings, landing gear doors, and radomes.
- ROHACELL WF & WF-HT: Aerospace-qualified (51, 71, 110, 200 kg/m³) with coarse cells and higher temperature/compressive resistance than IG-F. WF max cure 130°C; WF-HT max cure 180°C. Used in aircraft, space, automotive, industrial, and radomes. Note: 71 WF and 110 WF are not certified for automotive and industrial.
- ROHACELL RIMA & RIMA-HT: Fine cells and built for low resin uptake (around 50 g/m²), making them a strong fit for infusion (51, 71, 110 kg/m³). RIMA max cure 130°C; RIMA-HT max cure 180°C. Used in aircraft, space, automotive, sport, and industrial.
- ROHACELL RIST & RIST-HT: Medium cell size with high temperature and compressive resistance (51, 71, 110 kg/m³). RIST max cure 130°C; RIST-HT max cure 180°C. Used in aircraft, space, automotive, and industrial.
- ROHACELL XT & XT-HT: Highest temperature and compressive resistance (71, 110 kg/m³) with coarse cells. XT max cure 180°C; XT-HT max cure 190°C. Used for the toughest heat/pressure conditions in aircraft, space, automotive, and industrial.
- ROHACELL S: Better fire behavior than IG-F, passing the 60s vertical burn test standard to FAR 25.853 (51, 71, 110 kg/m³). Coarse cells for stronger adhesion. Max cure 130°C. Used in aircraft, railway, and shipbuilding.
- ROHACELL HF: For low dielectric interference (31, 51, 71 kg/m³) with fine cells. Highest transparency and dielectric performance for antennas, radomes, medical, and electronics. Max cure 130°C.
- ROHACELL EC & EC-HT: Highest electromagnetic absorption for Stealth uses (71, 150 kg/m³) with medium cells. EC max cure 130°C; EC-HT max cure 180°C. Used in aircraft, electronics, and radomes.
The density numbers (31, 51, 71, 110, 200) show the approximate density in kg/m³. Higher density usually gives higher absolute strength, while lower density gives better weight savings if the loads allow it.

Density, Strength, and Thermal Performance Considerations
Density, strength, and heat performance are closely linked when you use ROHACELL. These foams can keep good strength even at low density, which helps designers meet targets with less weight than many other core options. ROHACELL HERO is a strong example: it offers very high compression strength for its density, so a lower-density HERO option can sometimes replace a heavier alternative with similar or better results.
Heat stability is another major reason people choose ROHACELL. Depending on grade, it can handle processing temperatures from 130°C up to 190°C (and even 220°C during thermoforming for some grades). This supports high-temperature resin systems and demanding cure cycles, including autoclave curing.
Higher cure temperatures can also mean faster resins and shorter cycle times, which can raise productivity in higher-volume production. Many ROHACELL grades keep a large share of their room-temperature strength and stiffness even at higher temperatures where other materials soften.
Chemical and Environmental Resistance Needs
ROHACELL resists many solvents, which helps when using different resin systems and when cleaning during production. The closed-cell structure also helps limit liquid penetration that could weaken the core over time. This makes handling simpler and supports use in environments where chemical exposure may happen.
From a health and environmental viewpoint, ROHACELL is largely physiologically inert and does not pollute water. Under normal conditions, it is not expected to harm humans, animals, plants, or microorganisms. Because it has high molecular weight, it is not expected to be absorbed through skin, breathing, or digestion, and systemic toxicity is not expected from single or repeated exposure. Normal dust precautions are still needed during machining.
Moisture Uptake and Management
ROHACELL absorbs moisture from the air. Because it is closed-cell, this happens through diffusion and depends on temperature and humidity. Moisture levels are often small, but they can still cause size changes and reduce mechanical performance, especially creep behavior. If you heat ROHACELL above 100°C while moisture is present, steam can form and strongly reduce skin-to-core bonding quality.
This is why moisture control matters. Dry ROHACELL before high-temperature processing. For most grades, moisture absorption is reversible, meaning drying again can bring properties and dimensions back within limits. Dried or heat-treated (-HT) ROHACELL can come from the factory in diffusion-proof bags. Store it dry and watch the limited “out-time” after opening.
Also note: ROHACELL HERO sheets or shapes cannot be re-dried, and any unexpected moisture exposure should be discussed right away with a ROHACELL representative.
Design and Processing Considerations for ROHACELL
Using ROHACELL successfully is not only about choosing the correct grade. You also need to manage design and processing steps carefully. Shaping, curing, and bonding all need good control so you can use the foam’s strengths and get the results you expect in the final composite part. This section covers the main hands-on points to get right.
Machining, Precision Cutting, and Surface Preparation
ROHACELL is known for being easy to machine into complex shapes with high precision, which is a big advantage over fragile honeycomb. Common methods include milling, drilling, turning, sawing, sanding, waterjet cutting, and laser cutting. It machines cleanly and makes fine plastic dust rather than fibers, which helps keep cutting behavior consistent. ROHACELL is usually machined without lubricants using fast-running wood or plastic machines and common tools.
For clean cuts and to reduce heat build-up that could deform the foam, diamond-coated or carbide tools are recommended, especially on high-speed CNC machines. Good machining matters because crushed cells can cause uneven resin flow and weaker bonds. Dust control matters too: PMI dust is fine and should be removed right away so it does not clog surface cells and reduce adhesion. ROHACELL can reach micron-level tolerances, which fits high-precision uses like aerospace and medical housings.
Before bonding, always remove dust using oil-free compressed air to support strong adhesion. For grade-specific machining parameters and processing guidance, chem-craft.com provides technical support alongside supply.

Thermoforming, Bending, and Forming Capabilities
A major production advantage of ROHACELL is that it can be thermoformed, unlike many rigid foams. Flat sheets can be formed into curved or 3D shapes without losing their structural performance. This is useful for thin-walled or smooth curved parts where machining would waste material or take too long.
ROHACELL becomes formable in a set temperature range, usually about 175°C to 220°C, depending on grade and density. Temperature control must be accurate and consistent. Too little heat prevents proper forming; too much can damage the surface or cause charring.
Two main forming approaches are cold forming and hot forming. In cold forming, the sheet is fixed cold on a die, heated in an oven to the forming temperature, then cooled slowly to hold a precise 3D shape. Because the material can try to spring back, it must be kept in the formed shape during later steps. Hot forming is often cheaper and faster for making 3D shapes.
In both cases, the foam must be fully dried before thermoforming to avoid swelling, discoloration, or instability from moisture turning into vapor. Transfer from the heater to the tool should be quick because the material cools fast and stays formable only briefly. Tools should avoid sharp corners and support smooth flow. Springback may require controlled over-forming and some trial adjustments.
Bonding with Resins: Cold and Warm Curing Systems
ROHACELL can be bonded with most commercial adhesives. Its solvent resistance and closed-cell structure help, and bonding is improved by mechanical anchoring in the cut surface cells. For cold curing, it can be used with room-temperature curing systems, often with polyester, vinyl ester, and epoxy resins using hand lay-up or vacuum support. This makes it workable across many resin types and shop setups.
For warm curing, ROHACELL works well in autoclaves, Resin Transfer Molding (RTM), and similar processes. Its heat stability supports high-temperature resin systems like BMI that need curing up to 190°C. For these systems, a heat-treated grade such as XT-HT is needed because heat treatment stabilizes the polymer so it does not expand or shrink during final cure. In infusion and RTM, the goal is strong bonding with low resin uptake. Grades like ROHACELL RIMA are made for this, keeping resin uptake as low as about 50 g/m².
Drying, Heat Treatment, and Creep Compression Behavior
As explained earlier, controlling moisture using drying and heat treatment is key for ROHACELL, especially at higher processing temperatures. These steps improve creep behavior, helping the foam hold its shape and thickness during high-pressure, high-temperature composite cure cycles. The choice between drying and heat treatment depends on your production method and maximum process temperature. Drying is generally used for temperatures above 100°C, while heat treatment is usually needed for processes up to 190°C.
Drying and heat treatment are best done in circulating-air ovens, and the time depends on sheet thickness. Heat treatment can cause small changes in volume and surface area, so any forming should happen after heat treatment. After treatment, keep sheets sealed in diffusion-proof bags. The allowed “out-time” after opening is limited and adds up over time.
Drying can be repeated if out-time is exceeded, but heat treatment of processed components cannot be repeated because it changes volume and surface slightly. For ROHACELL HERO, re-drying is not possible at all, so moisture control must be strict from the start.
Resin Uptake and Foam Core Performance
ROHACELL’s closed-cell structure is a major part of its performance, especially for resin uptake. Resin is mainly absorbed only in the cut surface cells, so it does not soak deep into the core. This helps keep parts light because extra resin adds weight without adding much useful strength.
Grades like ROHACELL RIMA use fine cells to reduce absorption, reaching very low uptake levels (for example, 50 g/m²). This affects final weight and resin cost, which is a major point in industries where weight matters.
During infusion or RTM, keep vacuum pressure stable and manage resin flow to avoid dry spots and get full bonding. Degassing resin before infusion can help stop air bubbles from being trapped in fine surface cells. Let the foam reach the normal processing temperature before infusion so resin viscosity and flow stay consistent. With these controls in place, ROHACELL’s naturally low resin uptake can be fully used, leading to strong bonding and good weight efficiency.
Quality, Approvals, and Safety Requirements
In strict industries, it is not enough for ROHACELL to perform well. You also need proven quality, compliance with standards, and safe handling. Evonik puts strong focus on these areas because ROHACELL is often used in critical parts. Knowing the certificates, safety information, and handling rules is a must when you use this foam.
Certifications, Standards, and Customer Approvals
ROHACELL is backed by a strong quality management system. Evonik’s integrated system is certified to EN 9100:2018/AS9100:2016 and ISO 9001:2015, covering development, production, and quality checks. This aerospace certification (first achieved in March 2007) also places Evonik in the OASIS (Online Aerospace Supplier Information System) database. This level of process control supports consistent density, mechanical values, and thickness tolerances across batches, which is essential where variation is not acceptable.
ROHACELL also has a long record of application-focused development. The first aerospace specification was created soon after production began in 1972. Today, there are about 200 customer specifications, which support different property profiles for many uses, not only aerospace. Being an approved supplier for many well-known aerospace customers also supports its reputation. When you source ROHACELL, check which certifications and approvals apply to your industry and your specific project requirements.
Physiological and Toxicological Evaluation
Under normal conditions, ROHACELL is considered not to harm humans, animals, plants, or microorganisms. It is a closed-cell, water-insoluble foam and is largely physiologically inert. Because it has high molecular weight, it is not expected to be absorbed through skin, breathing, or digestion, and systemic toxicity is not expected from one-time or repeated exposure. This can be simpler to manage than materials with more complex health risks.
That said, dust created during machining can cause mechanical irritation, like irritation in the upper airways or in the eyes. Dust can also dry out the skin and cause irritation for some people. Sensitization is not expected. Even though ROHACELL is generally safe, you should use the right personal protective equipment and good dust extraction during machining and handling.
Ventilation, Exhaust, and Safe Handling During Processing
ROHACELL foam is non-hazardous and not controlled by specific safety regulations, but some processes still need good ventilation and dust extraction. If ROHACELL is processed as recommended (CNC machining, sawing, thermoforming within the correct temperature range), dangerous byproducts are not expected. However, processing with a heating wire can create gases that are harmful to health.
If heating-wire processing is used (even though it is generally not recommended), proper ventilation and exhaust are required to protect workers. This highlights why it matters to follow the manufacturer’s processing guidance. Safe handling, dry storage, and stable process control help keep ROHACELL work safe and efficient.
Environmental Impact, Recycling, and Sustainability
Many projects now need to think about environmental impact and sustainability, not just performance. ROHACELL is chosen mainly for technical reasons, but it is still important to understand how it behaves during use and at end-of-life. Like many polymer foams used in high-performance composites, it has both benefits and limits in sustainability planning.
Environmental Compatibility and Long-Term Safety
ROHACELL is classified as non-hazardous and non-water-polluting, which supports a good environmental profile during its service life under normal conditions. As a stable, closed-cell PMI foam, it does not easily break down into harmful substances or leach chemicals. This stability supports long-term use in applications exposed to the environment, such as aerospace or marine structures.
Its durability also helps sustainability by reducing how often parts need replacement. By supporting lighter structures, it can also improve fuel efficiency in transport, lowering environmental impact during operation. Still, any machining dust should be captured and handled properly to avoid unnecessary environmental build-up, even if the dust is considered inert.
Recycling and End-of-Life Options
ROHACELL cannot be recycled into new material in the usual way. As a cross-linked polymer foam, it does not melt and re-form like many thermoplastics. This is a common issue for many high-performance composite materials built for long life and stability, which makes end-of-life planning harder.
Since normal recycling is not available, the preferred disposal option is incineration in a standard combustion plant (instead of landfill). This allows energy recovery, which can reduce landfill waste and lower dependence on fossil fuels. Disposal must follow local rules and regulations. While new recycling methods for advanced composites are being researched, current end-of-life practice for ROHACELL focuses on responsible disposal and energy recovery.
Cost, Availability, and Supplier Support
Besides technical fit, you also need to think about price, supply timing, and supplier support. These practical points can affect schedules, budgets, and how smoothly production runs. The supplier you work with can matter just as much as the grade you choose.
Price Factors and Cost-Benefit Analysis
ROHACELL is a structural material made for high performance, and its price reflects that. It is usually chosen for consistent performance and reliability, not just for low cost. Still, when you look at the full lifecycle, it can save money in other ways. Lower weight can cut fuel use in aerospace and automotive over time. Its high creep resistance and heat stability can reduce defects like print-through, lowering scrap and rework.
Some grades, such as ROHACELL HERO, can also reduce part costs compared with honeycomb cores that may require two-step curing and extra edge close-out work. While ROHACELL may cost more upfront than general foams, the benefits-better performance, lower operating costs, and simpler processing-often make it a good investment for critical parts.
Lead Times and Distribution Channels
ROHACELL is made by Evonik in Germany and sold worldwide through official partners. For planning, you should understand lead times and how distribution works. Trusted suppliers, such as CHEM-CRAFT (a leading supplier in Nordic Europe and BeNeLux countries) or Emkay Plastics (an official distributor across more than seventeen territories), help provide genuine material with full traceability. Distributors often supply many grades, thicknesses, and formats, including precision-cut sheets and custom-machined parts.
Because demand can be high in aerospace and other strict industries, include possible lead times in your schedule, especially for custom formats or less common grades. A strong relationship with an authorized distributor helps reduce supply risks and helps you avoid delays. Regular communication with your supplier about timing and material needs is always a good idea.
Technical and Engineering Support
Because ROHACELL is specialized, technical support can be very helpful. Good distributors and the manufacturer can support material choice and process setup based on your resin system, cure cycle, and performance targets. Support may include technical data sheets, consultation, and help choosing between grades like IG-F, RIMA, or HF based on your application.
Technical experts can also advise on process setup, such as moving from hand lay-up to RTM or infusion, and help solve problems like delamination or core crush. This support helps manufacturers fine-tune lay-up and infusion methods, reduce waste, and work with ROHACELL more confidently. Getting expert input early in design often leads to faster development and better final parts.
Common Pitfalls and Recommended Best Practices
Even with a high-performance material like ROHACELL, results can suffer if best practices are not followed. Its material behavior and processing needs mean small mistakes can cause large quality or cost problems. Knowing the common failures-and using expert help-can greatly improve results.
Mistakes to Avoid in Selection and Processing
A common mistake is choosing the wrong grade. If the grade does not match your resin system’s cure temperature or your load needs, you can get core crush, delamination, or weaker parts. For example, using a 130°C cure grade with a 180°C resin system will likely fail.
// PROCESSING ERROR: Cure temperature exceeds grade’s maximum.
{
“grade_max_temp”: “130°C”,
“process_cure_temp”: “180°C”,
“result”: “Risk of core failure (crush, delamination)”
}
Another frequent issue is poor moisture control. If hygroscopic ROHACELL is not dried before high-temperature processing, steam can form, causing voids, weak bonding, and size changes.
During machining, bad cutting practices can damage the surface by crushing cells, which reduces adhesion and creates weak areas. Dull tools and weak dust extraction are typical causes. In thermoforming, wrong temperatures (too high or too low) or slow transfer to the tool can lead to surface damage, cracks, or excessive springback. Finally, not matching the grade to the resin process can cause too much resin uptake (extra weight) or weak bonding, especially if a non-infusion grade is used for infusion.
Consulting with Specialists and Engineers
To avoid these problems and get the best results, one of the most important practices is to work with specialists and engineers early. Getting advice from experts, such as those at CHEM-CRAFT (an official Evonik distributor and partner), gives you access to technical data, application advice, and hands-on experience. Specialists can help you:
- Improve Material Selection: Recommend the right grade and density based on resin type, cure cycle, and your key performance goals (impact resistance, dielectric needs, fire behavior, and more).
- Set Better Process Parameters: Advise on machining speeds, tool choice, thermoforming temperatures, and infusion settings to support clean surfaces, low resin uptake, and consistent bonding.
- Fix Problems Faster: Help find root causes of delamination, core crush, or unstable quality and suggest practical solutions quickly.
- Use Advanced Production Methods: Provide guidance on automated production and complex 3D shapes to improve efficiency and precision.
If you treat ROHACELL as the engineered structural material it is and get expert input, you are much more likely to reach the weight, strength, and durability targets you planned for.
Conclusion
As industries push for lighter, stronger, and more efficient structures, advanced core materials like ROHACELL become even more important. Its 50-year history of continued development shows why it stays relevant as technology moves forward. ROHACELL is not standing still either; Evonik continues research and development, and newer grades like ROHACELL HERO show how PMI foams are being improved for higher damage tolerance and better cost efficiency in aerospace.
High-performance composites will keep moving toward materials that offer strong mechanical performance, better fit with automated production, improved sustainability options, and smarter functions. With its heat stability, creep resistance, and ability to form complex shapes, ROHACELL is well placed to remain a key choice. Its role as a reliable, high-precision core in products ranging from next-generation aircraft to advanced medical devices shows how much it contributes to modern engineering. As designers and engineers keep aiming for more demanding designs, ROHACELL will likely stay a trusted material for building structures that used to be out of reach.
